style="padding: 0px; margin: 0px;">发明内容
为了使复杂冲压件能多方位一次成形,本发明提供传动机构同步带动多向冲压机。
电动机动力通过主动齿轮、上传动大齿轮、下传动大齿轮、中心齿轮、左偏心轴齿轮、右偏心轴齿轮同步带动多方向上的多个冲压机构对工件同时冲压。
本发明具有结构简单,设计合理,操作方便,效益好等优点。
本发明是通过以下技术方案实施的:它包括电动机、下传动大齿轮、离合器、左偏心轮轴、下传动轴、中心齿轮、左偏心轴齿轮、主传动齿轮、上传动大齿轮、上偏心轮、上滑块、大带轮、上模、模具、工作台、小带轮、右偏心轮轴齿轮、右偏心轮轴、偏心轮、连杆、滑块、冲头、模框、楔式传动滑块、床身、上离合器等构成。
技术领域
本发明涉及传动机构同步带动多向冲压机,特别适用于多方向同时冲压的设备中。
背景技术
锻造冲压行业中,锻压设备都是做单一方向的能量传递运动。对于形状复杂的工件很难一次成形。因受多处转角,凸台,孔洞的限制造成加工过程中既费料又费时,还容易造成次品。因此,有必要寻求一种能从多个方向同时对工件进行冲压的设备,配合多方向冲压模具,使工件成型方式合理、尺寸精确、节约材料、成品率提高。
附图说明

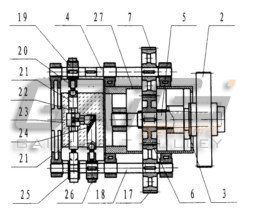
附图 1 为本发明主视结构局部剖视图。

附图 2 为附图 1 中的 K 向视图。
附图 3 为附图 1 中的 A 一 A 剖视图。
附图中, 1 为电动机, 2 为下传动大齿轮, 3 为离合器, 4 为左偏心轮轴, 5 为下传动轴, 6 为中心齿轮, 7 为左偏心轴齿轮, 8 为主传动齿轮, 9 为上传动大齿轮, 10 为上偏心轮, n 为上滑块, 12 为大带轮, 13 为上模, 14 为模具,巧为工作台, 16 为小带轮, 17 为右偏心轮轴齿轮, 18 为右偏心轮轴, 19 为偏心轮, 20 为连杆, 21 为滑块, 22 为冲头, 23 为模框, 24 为楔式传动滑块, 25 为偏心轮, 26 为偏心轮, 27 为床身, 28 为上离合器。
具体实施方式
结合附图 1 2 3 ,将本发明应用于三向锻压机的实例中,位于机床下部的电动机 1 通过其轴上的小带轮16 和机床中部的大带轮 12 将动力传输给与大带轮 12 同一轴上的主动齿轮 8 。主动齿轮 8 则通过与其相啮合的位于机床上部的上传动大齿轮 9 及位于机床上中部的下传动大齿轮 2 将速度减至要求;当离合器 3 结合时,下传动大齿轮 2 带动下传动轴 5 一起转动,固定在下传动轴 5 上的中心齿轮 6 通过与其啮合的两等齿数齿轮 7 、 17 将动力分别传递给位于床身 27 两侧的左偏心轮轴 4 和右偏心轮轴 18 ,再由这两轴上的第一偏心轮 19 、第二偏心轮 25 、第三偏心轮 26 及其连杆滑块机构 20 将旋转运动改变为往复运动。因该传动系统中,中心齿轮 6 、左偏心轮轴齿轮 7 、右偏心轴齿轮 17 相互啮合,且齿数相等。所以其末端机构滑块 21 楔式传动滑块 24 以及工作冲头 22 能同步动作,实现了三个方向同时冲压。
上传动大齿轮 9 将动力经上离合器 28 传给上偏心轮 10 ,改变运动方式并带动上滑块 n 作往复运动。上离合器 28 可以使上滑块 n 分别停在上死点或下死点,实现合模开模动作。必要时上模 13 可换装上冲头,也可作为多方向冲压中的一个方向。
本发明采用一动力源,纯机械式传动。各传动终端动作一致、尺寸精度统一可调,保证复杂工作多向一次完整成形,节约时间、节约材料、节约能源、提高速度、提高质量、提高效益。
要求:
1 、传动机构同步带动多向冲压机,它由电动机、下传动、离合器、左偏心轮轴、下传动轴、中心齿轮、左偏心轴齿轮、主传动齿轮、上传动大齿轮、上偏心轮、上滑块、大带轮、上模、模具、工作台、小带轮、右偏心轮轴齿轮、右偏心轮轴、偏心轮、连杆、滑块、冲头、模框、楔式传动滑块、床身、上离合器构成,其特征在于电动机的动力通过主动齿轮、上传动大齿轮、下传动大齿轮、中心齿轮、左偏心轴齿轮、右偏心轴齿轮同步带动多方向上的多个冲压机构对工件冲压。
本文由深圳市合发齿轮机械有限公司,合发齿轮17年只做一件事精密齿轮制造—同步带轮—同步带,生产厂家标准件大量库存当天发货价格优质保障,集研发.生产.服务一体化,